Contents
Small Diameter-Deep Hole Drilling for Hard-to-Machine Metals
― Drilling of φ1.0×400 mm for Ti6Al4V ―
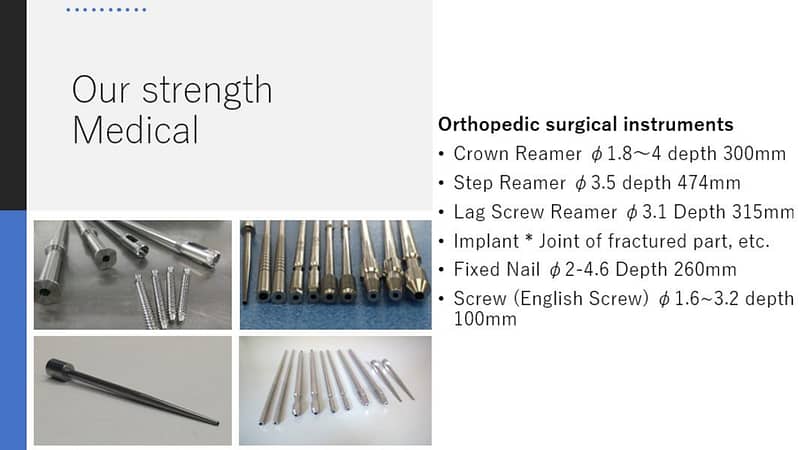
Small diameter-deep hole drilling is indispensable when several main parts of which airplane, automobile, machine tool, and metal mold are manufactured. Especially, medical appliances, medical implants, and surgical operation tools for the brain and bones invariably need small diameter-deep hole drilling for hard-to-machine metals such as stainless steel and Ti6Al4V.
we newly designed and manufactured a small diameter-deep hole drilling machine by applying technological developments.

By using the small diameter-deep hole drilling machine and a special gun drill (specially made to order in BOTEK), drilling of diameter 1.0 400 mm (L/D=400) for Ti6Al4V was carried out. As a result, it was ascertained that the drilled hole has high accuracy in terms of hole diameter, concentricity, roundness, and inner surface roughness.
Why we develop the medical gun drill machine?
Deep hole drilling is tried by several machining methods by using a machining center, electro-discharge machining, a gun drilling machine, and others. The method by machining center is difficult to attain a desirable length-to-diameter-ratio (L/D) and concentricity. The method by electro-discharge machining requires long machining time and moreover it is difficult to attain desirable concentricity and good inner surface roughness.

Recently, the developers for not only medical appliances and medical implants but also surgical operation tools for brain and bone need a small diameter-deep hole drilling for hard-to-machine metals such as stainless steel and Ti6Al4V. Therefore, we were planning to develop a small diameter-deep hole drilling machine to enable a deep hole drilling of up to L/D=400 for hard-to-machine metals such as Ti6Al4V by applying the following technological developments.
Developing history
First, a direct drive servo spindle motor has been developed and manufactured in Hi-TAK Co. Ltd. based on a lot of experiences stored until now so that a gun drill can be rotated at a high power transmission rate and a constant rotational speed under load variation and moreover chipping of gun drill’s cutting edge can be detected every time during drilling.

Second, in order to prevent a slender fluted hollow shaft of the gun drill to be deflected by a cutting load being applied to the tip of the gun drill.
The small diameter-deep hole drilling machine, which had been made by applying the three technological developments above-mentioned, enabled to machine a small diameter-deep hole up to L/D=400 for not only Al alloy and steel but also stainless steel and Ti6Al4V.
